

KBK Offers very high efficient "K-Super" Fermentation plants in India & abroad by utilizing all type of Sugary raw material with maximum Yield. Very high efficiencies of Fermentation on all type of feed stock ensures maximum yield consistently from plant to plant.
Fermentation plants are designed on Single or Multi feed basis based on availability of feed stock as
- Sugary Raw materials : C- Molasses, B-Heavy molasses , Sugar cane juice, Sugar cane Syrup, Sugar Beet juice
- Grain Raw materials :Corn (Maize), Broken Rice, Sweet Sorghum , Bajra (Millet)
- Tubers – Cassava, Tapioca
K-SUPER Continuous Fermentation/Fed Batch Fermentation
"K–Super" fermentation proposed is the latest and proven technology as compared to the old batch fermentation technology. It has many advantages like continuity of operation, higher efficiency and ease of operation. Continuous fermentation also results into consistent performance over a long period as compared with batch fermentation. Most modern ethanol production plants adopt this continuous fermentation technology. Considering all the above advantages, we have proposed to adopt the efficient fermentation in the distillery
The "K–super" fermentation process employs a special yeast cultureand yeast management system, which can withstand variations in the molasses quality, temperature and other shock loads.
In Molasses based Fermentation,Fermentation plant consists of four numbers fermenters with all the accessories like Plate Heat Exchangers for cooling, Air spargers, Broth mixers and Air blowers etc. Hence it gives a tremendous advantage in maintaining the yeast population and in combating the bacterial infection.
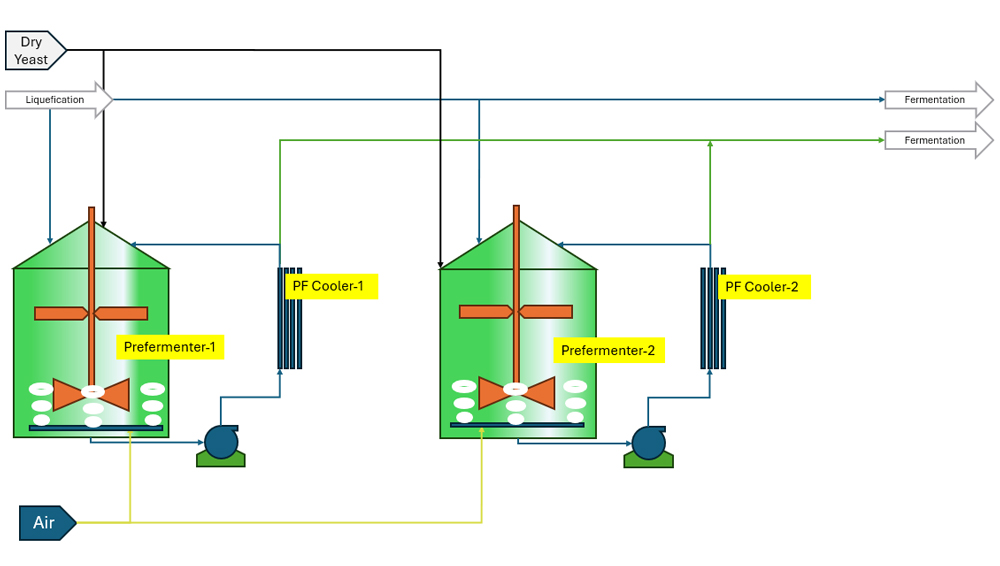
Yeast culture is developed in Laboratory and propagated in Propagation vessels and Pre Fermenters using Molasses as media. Accessories like Plate Heat Exchangers for cooling, Air spargers, Broth mixers etc. are provided in Pre Fermenters. Once the desired gravity is achieved in Pre Fermenters, the yeast culture from Pre Fermenter is transferred to Fermenters.
Molasses after weighing is diluted to an appropriate sugar concentration while pumping through Molasses Broth Mixer into the Fermenter. To help the fermentation sustain the assailable nitrogen are added in the medium in the form of Urea and DAP as required. Temperature in the Fermenter is maintained to an optimum level as required for efficient reaction with the help of Plate Heat Exchanger and recirculation pumping system. This recirculation also helps in proper mixing of fermented wash. Air blower is provided to supply the necessary oxygen required for the yeast. The CO2, which is liberated, is scrubbed with water, in the CO2 Scrubber. This CO2 contains ethanol, which is recovered by collecting water from CO2 Scrubber into Fermenter.
The fermented wash is transferred to Wash settling tank. In the wash settling tank sludge is settled at the conical bottom. The sludge is collected in Sludge through. The supernatant liquid from Wash settling tank is collected in clarified wash holding tank. The sludge from Sludge through is either fed to Sludge Decanter of tansferred to Sludge settling Tank. Sludge from Decanter or Sludge settling tank is disposed off manually. Fermented wash collectedin clarified wash holding tank is then pumped to Analyzer or Primary column for distillation.
A closed loop cooling tower system with an induced draft-cooling tower with circulation pumps is also provided to ensure higher cooling efficiency and to minimise water wastages.
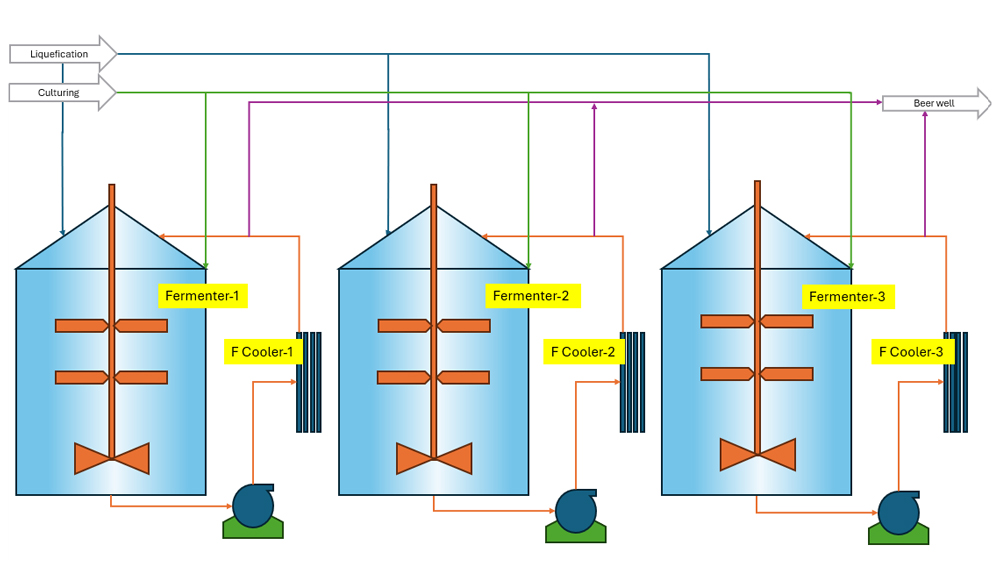
Grain based fermentation also consisting of four fermenter system. Saccharified slurry from Liquifaction section is pumped into Fermenter and is diluted to appropriate sugar concentration by adding water. Yeast is propagated in Pre Fermenters using Saccharified slurry as media. After desired gravity is achieved in Pre Fermenter, the yeast slurry is transferred to Fermenters. The assailable nitrogen are added in the medium in the form of Urea and DAP. Temperature in the Fermenter is maintained with the help of plate heat exchanger (PHE). The fermented mash is recirculated continuously through PHE which helps in proper mixing of fermented mash. The rate of fermentation reaction gradually increases and after 50 to 55 hours, fermentation completes. After completion of reaction the fermented mash is delivered to Wash holding tank. The fermented mash collected in the Wash holding tank is then pumped to Analyzer or Primary column for distillation.
Fermentation is a bio-chemical reaction. This means both biological (related to living things) and chemical matters are involved in the process.
Living yeast cells participate on biological activity, while sugar (C12H22O11) as chemical is involved in the fermentation process used for the manufacturing of alcohol.
In principle, glucose molecules are consumed by living yeast cells and in turn they excrete ethanol molecules and liberate carbon dioxide. This is an exothermic reaction, thus generates heat as the reaction proceeds in forward direction. Following equation represents the fermentation reaction:
Following equation represents the fermentation reaction:
Yeast
C6H12O6 = 2 C2H5OH + 2 CO2 + Heat
Commercially, pure glucose is not economic choice. Thus sugars (disaccharides) are used for the industrial production of alcohol.
Living yeast cell generates an enzyme, called as invertase enzyme, at the cell wall surface. These enzymes hydrolyze one sugar molecule (disaccharide) into two mono-saccharide molecules, called as glucose and fructose. This mono-saccharide is involved in conversion to alcohol.
Following equation represents the hydrolysis of sugar to glucose & fructose at cell surface
C12H22O11 + H2O = C6H12O6 + C6 H12 H6
Disaccharides) InvertaseEnzyme (Mono-saccharide)
Fermentation is a complex process. It involves multiple reactions in parallel as well as in series. Though we require ethanol as product, but many other side products are formed involving multiple reactions. This reduces the conversion efficiency of glucose to ethanol. Optimum conditions of fermentation system favor glucose conversion to ethanol, while suppressing other reaction steps.
Living yeast cells are industrially used for the conversion of sugars to alcohol. These yeast cells generate invertase enzyme, which hydrolyses sugar molecules into glucose and fructose molecules.
Saccharomysis Cerevisea strains are used in the distillery plants for the production of alcohol from molasses.
Typical life cycle of yeast cells is divided into following four phases:
- Birth
- Growth
- Multiplication
- Death
All these four phases are considered while designing fermentation system.
Bacteria are the enemy of yeast cells. Basically it grows at faster rate and suppresses yeast activity.
Various process parameters are considered for best productivity of the yeast cells. These conditions also ensure higher production efficiency, good quality product and with minimum initial as well as operating cost involved.
The fermented wash collected in the Buffer Wash Tank & then pumped to Analyzer column for distillation. A closed loop & induced draft cooling tower with circulation pumps is also provided to ensure higher cooling efficiency and to minimize water wastages.
"K–SUPER" GRAIN HANDLING & MILLING SECTION:
Grain available in the market contain lot of foreign materials which needs to be removed from the Grain before milling operation in hammer Mills. Milling is required to reduce the particle size of raw material (Grain).Grain is received in the receiving hoppers. From receiving hoppers, through conveyor & Bucket elevator grain is taken to Grain Preliminary cleaning equipments which fitted with aspiration system. In the preliminary cleaning equipments dust, jute or any lighter particles get removed from the grain. From preliminary cleaning equipments, through conveyor & Bucket elevator grain is taken to Grain Storage Silos.
From Grain storage silos, the grain is taken through the bucket elevator to pre-cleaning devices such as Pre-Cleaner with Aspiration System, Drum Type Magnetic Separator&Vacuum type De-stoner
The Pre-cleaner ensures that large stone, Jute rope and other unwanted materials are eliminated. Magnetic Separators is used to remove Iron particles, if any present in the Grain.The De-stoner separates stones from grain. The Vacuum type Destoner with Cyclone & Dust Collector is provided.
The cleaned grain from the De-stoner is fed into the Bucket Elevator. From Bucket elevator grain is fed into the Distribution Screw Conveyor which supplies material uniformly to Mill. The Collection Screw Conveyor collects the flour from Mills and feeds into the Bucket Elevator. The flour is fed into the Sieving Equipment like Roto Sifter for grading the flour. Coarse materialfrom Roto Sifter is send to Distribution Screw Conveyor for regrinding. The fine product from the Roto Sifter is fed into the next Bucket Elevator.
To minimize dusting, aspiration system is provided which contains a Blower, Cyclone & Dust Collector. The Blower sucks the air from the Collection Screw Conveyor, to ensure a negative pressure below the Mill. Similarly aspiration System is provided to Roto Sifter to eliminate dust/ impurities.
The flour from Bucket elevator is stored in Flour Silo. Flour Silo have been provided with Bin Activator for proper/uniform discharge of Flour.
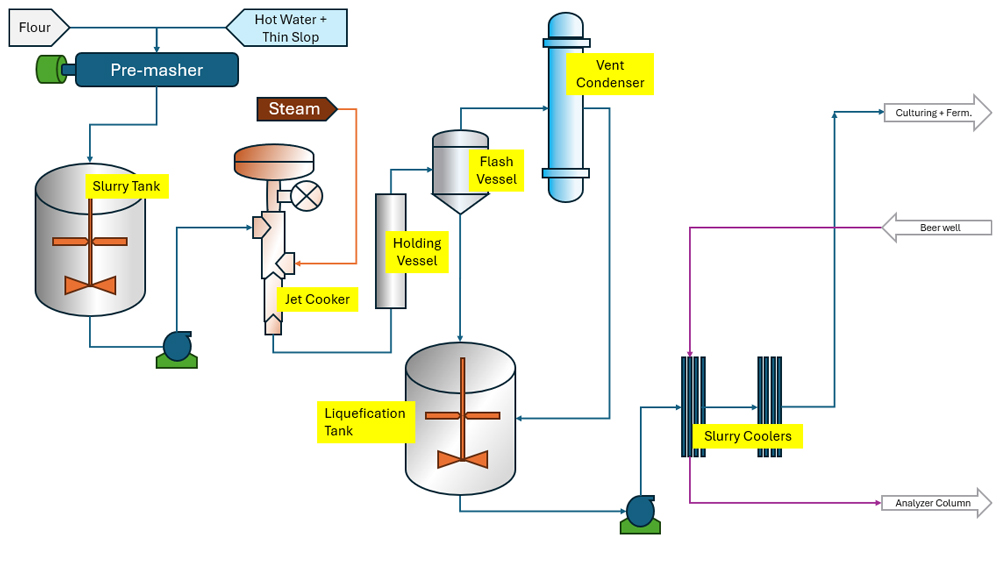
The flour is then conveyed using screw conveyors and weighed before fed to the Pre Masher (Slurry Mixer).Process condensate/Hot water is mixed with flour and taken to Slurry mixing tank for further processing.
"K–SUPER" LIQUEFACTION: -
The purpose of this section is the conversion of Starch into sugar molecules like dextrins and subsequently to Dextrose through addition of Chemicals and water. This step involves Mash preparation which comprising of Starch conversion and liquefaction
Liquefaction process is divided into three sub processes like Pre Liquefaction, Jet Cooking and Post Liquefaction
PRE LIQUEFACTION:
Slurry from Pre Masher enters Slurry mix tank, where it is thoroughly mixed with process condensate/hot water with the help of a low speed agitator. The grain meal is wetted and mixed to expose the starch and allow it to be chemically broken or converted, into Sugar molecules like dextrins. The gentle mixing of flour with hot water is carried out to eliminate any lump formation. Part of Liquifaction enzyme is added to begin the initial conversion of the starch to low viscosity dextrins. Enzymes are designed to have maximum effectiveness at a set temperature and pH. Depending on the process requirement part of Thin slop (backset) from Decantation section is recycled to the Mixing tank. First it provides a source of nutrients for yeast production. Secondly, it optimizes the recovery of ethanol and process waters, there by improving the overall plant economics. The properly mixed slurry is then pumped to Jet cooker using slurry transfer pumps.
JET COOKING:
This step involves the cooking of starch slurry with live steam so as to instantaneously raise its temperature of the slurry to around 95 to 105 0 C. This high temperature cooking ensures optimum starch conversion to simple sugar molecules and minimizes the risk due to infection. The high temperature cooking of starch slurry in Jet Cooker deactivates the Alpha amylase enzyme. The gelatinization opens up starch molecules, thus making it accessible to enzyme action. The cooked slurry from Jet cooker passes through a holding tank which allows further break down of starch molecules in to smaller molecule. After holding tank, the slurry is flashed into the flash tank. The temperature drops due to flashing of slurry and the escaped steam vapours are condensed in flash condenser and sent back to Premasher/Slurry mixing tank. The cooled slurry is then taken to liquefaction tank for addition of liquefaction enzyme and for further break down of starch molecules.
POST LIQUEFACTION:
The purpose of this process is to allow adequate time for the liquefying enzyme for completeconversion of Starch in to Sugar molecules like dextrins. By adusting pH and temperature, the system operates under optimum conditions for the enzyme activity. Adequate retention time in Liquefaction tank ensures complete starch conversion. The jet-cooked slurry is held at high temperature in presence of enzyme to complete the process of liquefaction in the liquefaction tank. The pH is adjusted in this tank as the liquefaction enzyme is at its best in activity.
After liquefaction, the slurry is cooled using series of plate heat exchangers. In the first stage liquefied mash is cooled either using grain slurry from slurry mixing tank/Process water. In the second stage liquefied mash from 1st stage cooler is cooled using Cooling tower water to bring down the mash temperature near to Fermentation temperature. Once the mash is cooled Gluco Amylase enzyme is added. The Gluco Amylase enzyme further breaks down Dextrins into simple sugar molecules called Dextrose. It is these simple sugars that are consumed by the yeast, which converts the sugars in to Alcohol, CO2 and heat.
Advantages of "K-SUPER" Continuous Fermentation Process
-
Operational Advantage
- Good ease of operation and easy way daily cleaning / filling required.
- Consistency in plant operation and performance is very high.
- Less operating manpower required.
- The process can also be automated with less cost and great ease.
- Easy to control & trouble shoot, as it is a continuous process.
- Advantages in using Culture Yeast
- No fresh yeast dosage required. Yeast is present in its culture form and hence saving in cost of the yeast.
- Elimination of other yeast related problems like wild yeast and contamination along with the fresh yeast.
- Yeast culturing will also ensure optimum yeast concentration in the fermentors, even when there is some bacterial growth.
- Advantages in higher alcohol concentration in Fermented Wash
- Less effluent volume and low cost of treatment.
- Reduced steam consumption in Distillation.
- Higher alcohol concentration ensures low bacterial activity in fermentors.
- Rugged Process based
on culture Yeast Technology
- Can handle varying quality raw material.
- Easy to start and stop, as and when required.
- Can take care of fluctuations like temperature and other conditions.
- Good control and handling of bacterial contamination.
- Higher alcohol recovery per MT of Molasses
- Yeast can withstand a temperature up to 340 C
- The process works at different climatic conditions i.e. at different locations and also in hot seasons without significant drop in performance.
- Lesser residence time
of fermentation
- Lower residence time also help to maintain low bacterial activity.
- Lesser fermentor volumes and lower capital cost.
- Low electricity consumption
- Minimum and
controlled air sparging is employed for
fermenter
- Low electricity consumption.
- Maximum CO2 recovery of upto 80 to 85 % of the total CO2 production is possible.
Advantages of SSF Fermentation Process(Starch Fermentation Process)
- Operational Advantage
- Ease of operation and easy way daily cleaning / filling required.
- Consistency in plant operation and performance is very high.
- Less operating manpower required.
- The process can also be automated with less cost and great ease.
- Easy to control & trouble shoot, as it is a continuous process.
Advantages in using Active Dry Yeast
- Operational Advantage
- No fresh yeast dosage required. Active dry yeast is used in Fermentation at the beginning. No fresh yeast is required during Fermentation. Hence saving in cost of the yeast.
- Elimination of other yeast related problems like wild yeast and contamination along with the fresh yeast.
Advantages in higher alcohol concentration in Fermented Wash
- Operational Advantage
- Less effluent volume and low cost of treatment.
- Reduced steam consumption in Distillation.
- Higher alcohol concentration ensures low bacterial activity in fermentors.
Advantages Rugged Process based on Active dry Yeast Technology
- Operational Advantage
- Can handle varying quality raw material.
- Easy to start and stop, as and when required.
- Can take care of fluctuations like temperature and other conditions.
- Good control and handling of bacterial contamination.
Advantages Rugged Process based on Active dry Yeast Technology
- Higher alcohol recovery per MT of Grain
- Yeast can withstand a temperature up to 34 0 C
- The process works at different climatic conditions i.e. at different locations and also in hot seasons without significant drop in performance.
Lesser residence time of fermentation
- Higher alcohol recovery per MT of Grain
- Lower residence time also help to maintain low bacterial activity.
- Lesser fermentor volumes and lower capital cost.
Minimum and controlled air sparging is employed for fermenter
- Higher alcohol recovery per MT of Grain
- Low electricity consumption.
- Maximum CO2 recovery of upto 80 to 85 % of the total CO2 production is possible.